
Rotxotxo Workshop Inventories
Rotxotxo Workshop Inventories, Barcelona, 1660-1800.

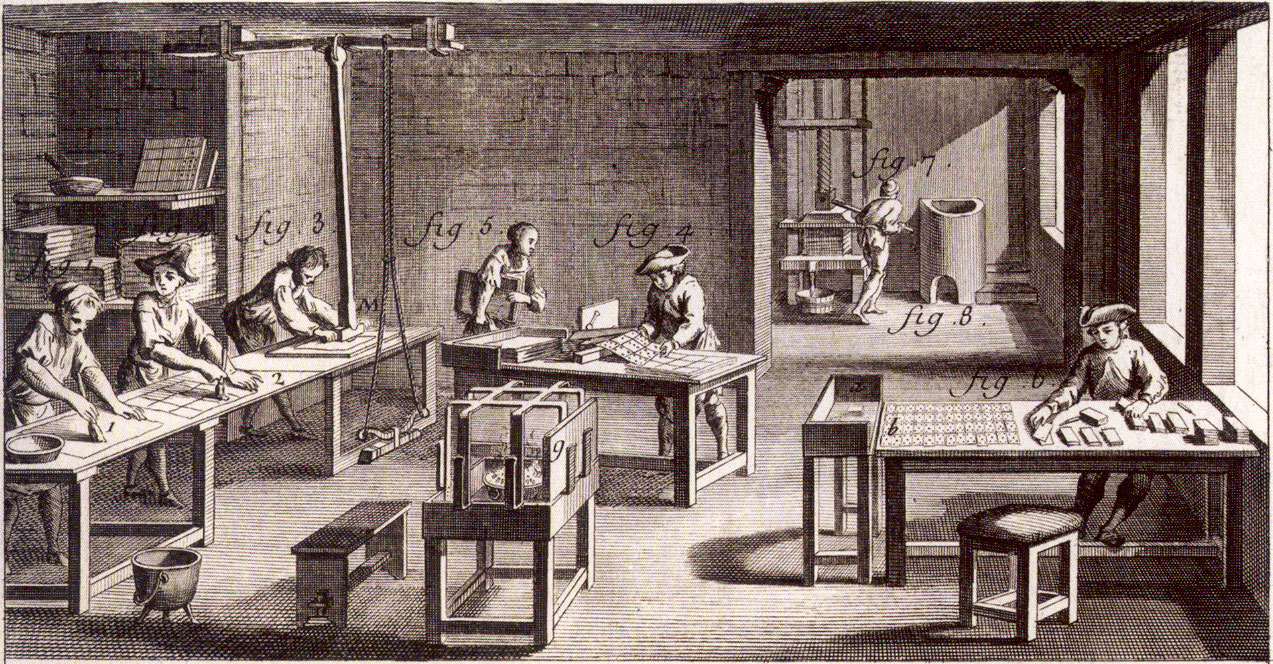
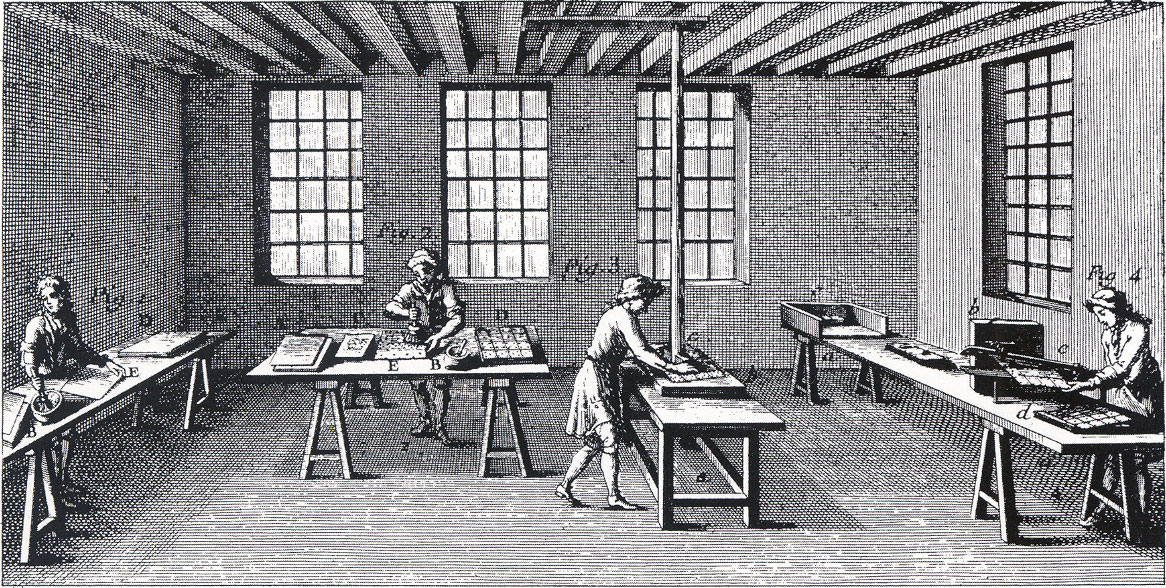
What did a 17th Century Playing Card Factory look like?

Inventory of Jeronimo Rotxotxo Garrigues’ workshop, Barcelona, 1660-1676:
Presses with their screws and iron bars. Jars for ink. Pots, saucers, etc. Brushes. Stones for grinding colours and burnishing/polishing. Shears/hairdresser's scissors. Oven or card-dryer. Blocks for 'Toledan' cards. Batches of new stencils and (trade-) marks, large and small. Press for glueing playing-cards. Wooden trellis or lattice-work. Wooden 'tonador para tonar el naipe'. Wooden burnisher, with stones and attachments. Large and small scissors. Brushes and small sauce-pans. Three knife-points (or bradawls) for cleaning cards. Four pieces for block-repairing. Glass bottles and receptacles for colours. Ink-jars. Stone for grinding the colours.
Left: we can see playing cards being pressed, polished and cut. Various utensils are lying on the floor, including a stencil, a pan and the trimmings from the edges of the cards.
Inventory of Pedro Pablo Rotxotxo Puigdoura's workshop, 1761-97:
In the Shop: Wood and fabric screen, with a wire trellis, bearing the playing-card maker's sign. Behind the Shop/Dining Room: 7 tables, one round and one covered in green felt/rug. Shelves. A cake of soap (Jabon de losa). A lot of playing-card maker's paper. A quantity of trade-marks and seven blocks for same. A sauce-pan containing blue-colour. A press with corresponding windlass and other accessories for printing playing-cards. Sieve or strainer for the glue. A brush. A copper bowl for heating the glue and a barrel for collecting cuttings. Patio: Board for dampening the paper. Five white musk-rose wood blocks, of planed wood. Workroom: Wooden boards. Colour jars. Boards for colouring playing cards. Brushes. Brushes and hanging-lines. Table for the soap/polishing operation.

MEMORIA SOBRE LA FABRICACIÓN DE NAIPES
Industria é Invenciones, Tomo XXXIV, num.2, Barcelona, 14 Julio 1900.
Haremos una ligera descripción de las distintas operaciones necesarias para la fabricación de los naipes. La primera materia es la cartulina, que la adquieren estos fabricantes de Barcelona, Valencia, Beceite, Albuñol ó Fenia: es de una sola hoja, y los 100 kilogramos valen en fábrica, por término medio, 16 pesetas, que con 5 de portes, cuestan, puestos en Cádiz, 21 pesetas.
El tamaño de la hoja de cartulina varía mucho, pues se pide siempre en relación con el de la platina de la máquina litográfica, que sirve para hacer los perfiles de las figuras en Cádiz ; por regla general, la hoja es de 0'47 X 0'50. lo que da 24 naipes por hoja; una de las fábricas tiene, sin embargo, una máquina cuya platina puede contener hojas de un metro en cuadro próximamente, pudiendo ser, por lo tanto, en ella la tirada de naipes doble que en las otras máquinas.
La primera operación que se practica es la tirada del perfil de la figura ó figuras de cada naipe; este perfil se obtiene en máquinas de litografía usuales, generalmente del sistema Marinoni ó Julien, que tiran de 900 á 1,000 hojas por hora; como queda dicho, los perfiles en negro del naipe se obtienen en estas máquinas quedando en blanco todos los huecos correspondientes á los colores.
COLORACIÓN DEL NAIPE - Los colores son á la aguada, empleándose anilinas, fuchinas ó minerales; la operación se hace a mano y del modo siguiente : una operaría coloca sobre la hoja de cartulina que contiene el perfil de las figuras un patrón de cartón que tiene los huecos correspondientes a uno de los colores de la figura, pasando sobre el patrón una brocha con el color encarnado, por ejemplo, si es éste el que á dicha operaría le toca dar; queda éste estampado en los huecos que en la figura le pertenecen; después pasa la hoja a otra operaría encargada de dar otro color, por ejemplo el amarillo, lo que practica lo mismo que la anterior, colocando sobre la hoja el patrón que tiene al descubierto los huecos que corresponden al color amarillo, y así sucesivamente se hace respecto á los cuatro colores de los naipes, además de los perfiles en negro, ó sean el encarnado, amarillo, azul y verde.
ESTAMPACIÓN DEL REVERSO — Después de la operación anterior, se practica la de la estampación del reverso del naipe; ésta se hace de dos modos: ó en la misma máquina que tira los perfiles, ó á mano, que es lo más usual, por medio de un molde de metal llamado vaque, que tiene la dimensión exacta de la cuarta parte de un pliego de cartulina; el operario, situado ante una mesa con tablero de mármol, moja el molde en la tinta azul ó encarnada que tiene á su mano derecha en recipientes á propósito, consistiendo el buen resultado de la operación en la habilidad del operario para no tomar ni más ni menos tinta que la indispensable cada vez para la igualdad del tono; colocado el molde sobre la hoja de cartulina, de modo que ocupe uno de los ángulos de la hoja, se le aplica un golpe de mazo, quedando estampadas las rayas del reverso en sentido diagonal; volviendo el molde sobre el mismo espacio y aplicándole nuevo golpe de mazo, quedan estampadas las rayas en sentido contrario á las primeras, resultando ei cruce de las mismas, con lo cual queda terminada la estampación del reverso.
Igual procedimiento se sigue si en lugar de rayas es otro el dibujo del reverso del naipe.
Después de la operación anterior, pasan las hojas de cartulina al secador, caldeado por medio de una estufa, y de éste á unas mesas, en las que los operarios practican la fricción para quitar á la cartulina las asperezas; esto lo hacen con una especie de rasqueta, suspendida del techo, á la que dan un movimiento de vaivén sobre la hoja, previamente colocada sobre un trozo de mármol.
Después se efectúa el corte del naipe con cizallas ó cuchillas, al propio tiempo que la separación de aquéllos, resultando los naipes de cada clase juntos para formar luego las barajas.
Seguidamente se procede al satinado ó glaseado en 'os cilindros de satinar, intercalando jaboncillo en polvo sutil entre las hojas; operación especial y que puede decirse es la que da el estilo ó tipo gaditano, tan apreciado por los jugadores de naipes, pues en el modo de usar el jabón y practicar el satinado, resulta el naipe con una tez que los hace muy sueltos y que se deslicen y desprendan unos de otros con grandísima lacilidad al barajarlos; cualidad excelente y que otros industríales que emplean distinto modo de fabricar nan imitado, pero no igualado.
Últimamente, se procede al escogido para la separación de clases, pues aunque todos los naipes son lo mismo, en cuanto á su fabricación y materiales empleados, varían según ia limpieza, igualdad y perfección en la mano de obra, dividiéndolos en 1ª, 2ª y 3ª clase, según resulta con más ó menos defectos; terminándose todas las operaciones con el empaquetado. envolviendo cada baraja en una cubierta de papel más ó menos lujosa, con la marcado fábrica y recompensas y premios obtenidos por el fabricante, con lo que los naipes quedan dispuestos para la venta.
By Simon Wintle
Spain • Member since February 01, 1996
I am the founder of The World of Playing Cards (est. 1996), a website dedicated to the history, artistry and cultural significance of playing cards and tarot. Over the years I have researched various areas of the subject, acquired and traded collections and contributed as a committee member of the IPCS and graphics editor of The Playing-Card journal. Having lived in Chile, England, Wales, and now Spain, these experiences have shaped my work and passion for playing cards. Amongst my achievements is producing a limited-edition replica of a 17th-century English pack using woodblocks and stencils—a labour of love. Today, the World of Playing Cards is a global collaborative project, with my son Adam serving as the technical driving force behind its development. His innovative efforts have helped shape the site into the thriving hub it is today. You are warmly invited to become a contributor and share your enthusiasm.

Activity for Rotxotxo Workshop Inventories
Sign in to comment or save this article.
Related Articles

Pere Pau Rotxotxo Puigdoura
Spanish national pattern by Pere Pau Rotxotxo Puigdoura (1766–1797).

Geschichte des Buchgewerbes
Geschichte des Buchgewerbes illustrated by Ludwig Winkler, published by Verlag für Lehrmittel Pößnec...

Lilian Cailleaud’s Tarot Project
Lilian Caillaeud lino-cuts his version of the tarot by Nicolas Rolichon of Lyon c.1600

Pedro Rotxotxo
Standard Spanish National pattern by Pedro Rotxotxo, Barcelona, late 18th century.

41: A Guide to Dating Playing Cards
Dating is a particularly tricky but very interesting problem to tackle and there are many pitfalls. ...

33: Functional Changes to Playing Cards
The emphasis throughout my collecting has been on the design of the courts cards, and it should be p...
![28: How to Analyze and Differentiate Playing Card Plates (De La Rue, Waddington and the Berlin pattern [Französisches Bild])](/core/cache-wopc-thumbs/var/www/wopc/production/www/images/contributors/kenlodge/4889-analyzing-playing-card-plates/JS_D1-D2-D3.b26b0503.jpg "28: How to Analyze and Differentiate Playing Card Plates (De La Rue, Waddington and the Berlin pattern [Französisches Bild])")
28: How to Analyze and Differentiate Playing Card Plates (De La Rue, Waddington and the Berlin pattern [Französisches Bild])
My interest in postage stamp variants led me to apply the same principles to playing cards.

Ivorette
Dougherty was at the forefront of innovation, adding Best Bowers and then Jokers, rounded corners an...

14: Back Designs
A few examples of the many interesting back designs.

Manufacture of Playing Cards
Traditionally cardmakers worked in guilds with long apprenticeships under master craftsmen.

Amos Whitney Inventory
Amos Whitney Factory Inventory. What it was like inside an 18th century playing card factory...


Chromolithography
Colour lithography was invented in 1798 by a Bavarian actor and playwright named Alois Senefelder (1...

Printing of Playing Cards: Stencilling
Printing of Playing Cards :: Stencilling can usually be detected by observing the outlines of the co...

Paper and Cardboard
The manufacture of the pasteboard used for playing cards contains a number of interesting processes ...

Printing of Playing Cards: Letterpress
Some notes on the manufacture of playing cards taken from Thomas De la Rue's patent, 1831.

Pneumatic Playing Cards
The surface of the cards was slightly grooved by being rolled on prepared plates, so that there were...

Regarding the designs of playing cards
The quality of playing card designs often deteriorates with time…

Spanish National Pattern
Probably originating in Spain in the seventeenth century or even earlier, this pattern became strong...

Most Popular
Our top articles from the past 60 days







")












